Výběr pájecího hrotu
Nabízíme široký sortiment variant pájecích hrotu, které určitě vyhoví každému typu pájení:
Výběr nejvhodnější velikosti pájecího hrotu
Na jakém základě vybíráte nejvhodnější velikost (průměr) pájecího hrotu? Při pájení, pokud již máte vybrán tvar hrotu, můžete špatnou velikostí hrotu způsobit velké ztráty. Jak zvolíte tu správnou?
Pokud zvolíte správnou velikost či průměr hrotu, získáte následující výhody a zlepšíte prostředí pro pájení:
1. Teplo bude efektivně přenášeno na obrobek, což umožňuje snadné smáčení pájkou.

2. Je-li smáčení správné, nastavená teplota může být snížena na nejnižší možnou teplotu.
3. Pokud je nastavená teplota nižší, redukuje se oxidace hrotu.
4. Pokud je snížena oxidace hrotu, prodlužuje se jeho životnost.
5. Při zvýšené životnosti hrotu se snižují náklady!
Nyní se podívejme, jak vybrat hrot vhodné velikosti použitím T12 série a tvaru D.
Krok 1: vyberte šířku hrotu vzhledem k velikosti čipu nebo pájené oblasti
Velikost špičky mění kontaktní plochu, která určuje, jak efektivně je teplo přenášeno na čip. Jaká velikost bude nejvíce přenášet teplo? Podívejme se na to pomocí T12-D12, D16 a D24 hrotů a grafů, které zobrazují přenášení tepla pomocí hrotu menšího, vhodného a většího než čip:
Graf 1: změna pracovní doby vzhledem k výběru velikosti hrotu
| Podmínky měření | |
|---|---|
| Metoda měření: | pájení na pěti bodech a měření času pájení do té doby, dokud teplota konektoru nedosáhne 250°C |
| Deska: | skleněná epoxidová deska |
| Komponenta: | konektor |
| Tvar hrotu: | T12-D12, T12-D16 a T12-D24 |
| Nastavení teploty: | 360°C |
| Pájka: | bezolovnatá pájka Sn-3Ag-0.5Cu, průměr 0,5 mm |
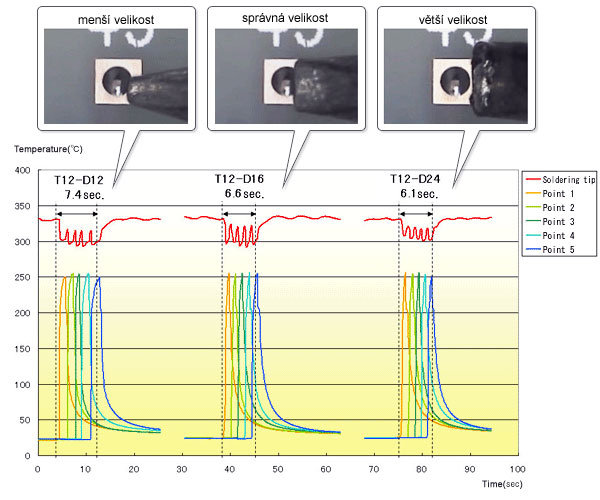
Komentář:
Předpokládá se, že pokud se zaměřujete na teplotu a dobu pájení, je výběr hrotu s větší velikostí příznivější. Kratší pracovní doba činí hrot méně zoxidovaný, takže je rovněž přijatelný hrot se správnou velikostí. Který rozměr je nejlepší?
Graf 2: změna teploty čipu vzhledem k výběru velikosti hrotu
| Podmínky měření | |
|---|---|
| Metoda měření: | měření teploty konektoru při pětibodovém pájení jednou za 3 sekundy |
| Deska: | skleněná epoxidová deska |
| Komponenta: | konektor |
| Tvar hrotu: | T12-D12, T12-D16 a T12-D24 |
| Nastavení teploty: | 360°C |
| Pájka: | bezolovnatá pájka Sn-3Ag-0.5Cu, průměr 0,5 mm |
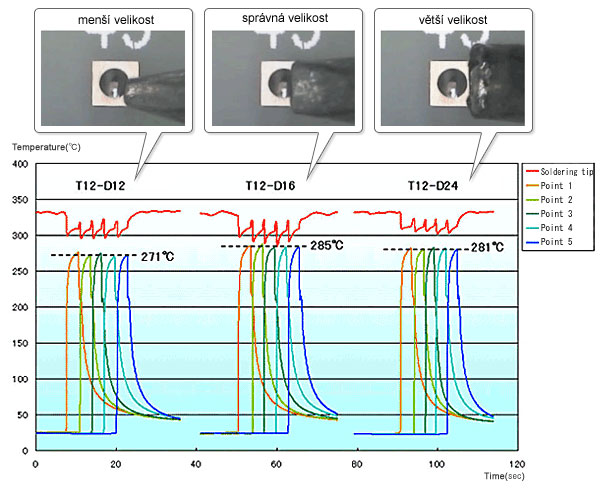
Komentář:
Předpokládá se, že výběr hrotu s odpovídající velikostí je lepší vzhledem k poklesu teploty pájky a teploty čipu. V grafu je pokles teploty hrotu se správnou velikostí největší, což znamená, že na čip je přenášeno dostatečné teplo.
Tyto dva grafy zobrazují, že mezi poklesem teploty, pracovní dobou a teplotou čipu je složitý vztah. Aby bylo dosaženo nejlepšího prostředí pro pájení, měla by se velikost hrotu stanovit při zohlednění výše uvedených podmínek.
|
|
Doporučujeme proto hrot z velikostí shodnou, jako je velikost čipu. Pokud je hrot menší než čip, teplo není efektivně přenášeno a prodlužuje se pracovní doba. Na druhou stranu, výběr hrotu většího než čip může způsobit poškození desky. |

Pokud není možné použít hrot s vhodnou velikostí kvůli úzkému prostoru, postupně zmenšujte velikost špičky tak, abyste minimalizovali snížení velikosti a přitom pájeli čip v kombinaci s následujícími způsoby:
- použití předehřevu
- použití N2 systému
 |
Hrot menší než velikost čipu - nepřenáší dostatečné množství tepla |
 |
Hrot má stejnou velikost, jako čip
- dochází k účinnému přenosu tepla |
 |
Hrot větší než velikost čipu - může dojít k poškození okolní DPS |
Krok 2: vyberte hrot s co největší tepelnou kapacitou
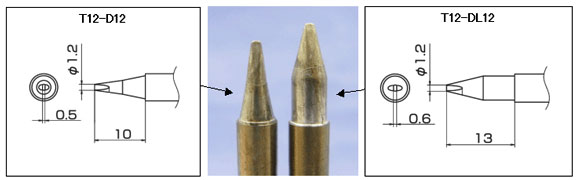
Který z hrotů na tomto příkladě si vyberete? Velikost obou špiček je 1,2 mm, což je optimální pro velikost čipu:
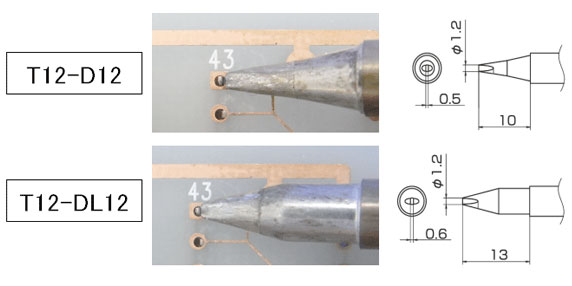
Ačkoliv je velikost špičky stejná v obou případech, tepelná kapacita je odlišná
Pájecí hrot T12-DL12 a T12-DL12 je 1,2 mm, DL12 však na první pohled vypadá silnější. Rozdíl v průměru hrotu způsobuje rozdíl v tepelné kapacitě, proto volte hrot, který nabízí nejvyšší možnou kapacitu pro uchování tepla, pokud je jeho velikost stejná.
Rozdíl v množství uskladněného tepla může být potvrzen rozdílem v poklesu teploty (viz graf porovnání teploty). Pokud je pokles teploty malý, může být nastavená teplota pájení nižší. Pracovní čas potřebný pro jednu operaci pájení může být snížen, což vede ke snížení denní pracovní doby. Série T12 navíc nabízí typ Heavy Duty, který umožňuje pájení na úzkých místech, ve kterých se špička hrotu L dotýká okolních IC.
Graf 3: teplotní srovnávací graf mezi hroty T12-D12 a T12-DL12
| Podmínky měření | |
|---|---|
| Metoda měření: | měření času, dokut se teplota pájení na pěti bodech nezvýší na 250°C. |
| Deska: | bakelitová deska |
| Komponenta: | terminál (vnější průměr 8,5, vnitřní průměr 4) |
| Tvar hrotu: | T12-D12 a T12-DL12 |
| Nastavení teploty: | 360°C |
| Pájka: | bezolovnatá pájka Sn-3Ag-0.5Cu, průměr 0,5 mm |
Poznámka: pájecí hroty řady Heavy Duty jsou pouze v sérii T12.
Komentář:
Rozdíl v tepelné kapacitě způsobil rozdíl v poklesu teploty o 22°C. Pokud je pokles teploty i při stejně nastavené teplotě pájení nižší, lze zkrátit pracovní čas (143 s - 110 s = 33 s).
Snížení doby pájení redukuje oxidaci hrotu. Kromě výběru výrobků kompatibilních s bezolovnatým pájením doporučujeme vybrat správně vhodnou velikost hrotu.




 original
original