Škola pájení HAKKO 7. díl: přenos tepla
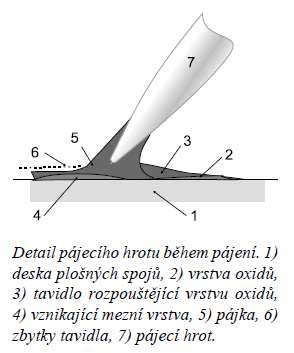
Pájení vyhřívaným nástrojem, neboli přenos tepla k pájenému místu kondukcí, je nejjednodušší a nejběžnější metoda pájení, kterou používají nejen elektrotechnici, ale třeba i klempíři. Způsob provedení a kvalita výsledku závisí na jedinci, který tuto operaci provádí. Teplota v pájeném spoji by neměla překročit 300 °C. Jinak dochází k oxidaci pájky (nárůst difuzní vrstvy) a přepálení pájecího tavidla.
Obecně platí tato pravidla:
- maximální teplota v místě pájení může být 300 °C
- teplota na nastavená na pájecí stanici maximálně 400°C (výjimečně 450 °C)
- požadované teploty v bodě pájení musí být dosaženo v co nejkratším čase
- doba pájení by měla být mezi 1 až 4 s
Čas pájení pro SMD je logicky kratší, protože pouzdra jsou podstatně menší. Vlastní provedení zařízení pro kontaktní ohřev je rozmanitý, ale vždy se jedná o vyhřívaný měděný pájecí hrot. Pájecí hrot bývá povrchově upraven (Ni – Fe + Sn), protože vlastní měď se rychle rozpouští v pájce. Regulace teploty u lepších zařízení je elektronická.
Typičtí představitelé pájecích stanic značky HAKKO:
| Klasická | Kompaktní |
 FX-888D |
 FX-951 |
| Klasická pájecí stanice s běžným hrotem | Stanice s vysokou obnovou tepelné energie |
 Pájecí stanice - typická sestava:
Pájecí stanice - typická sestava:
Každá pájecí stanice se skládá, z napájecího zdroje a regulátoru (A), stojánku pro pájedlo (B) a vlastního pájedla (A). Ve složení není třeba hledat nic složitého, vesměs výrobci mají tuto ustálenou konfiguraci.
Následující díl Školy pájení HAKKO: výběr pájecího hrotu






 original
original